移印機和其它印刷機一樣都用到印版,目前用得比較多的是移印樹脂版和鋼板,移印樹脂版用專門的樹脂版製版機製作,鋼板則主要採用腐蝕的方法製作,有報道說一些激光打標機可以直接雕刻鋼板,但是在市場上反應不太成熟,如果激光雕刻機在製作鋼板方面技術成熟,將是移印鋼板擺脫複雜工藝和不環保過程的曙光。
移印鋼板的腐蝕法目前在市場上佔據統治地位,它有兩個重要步驟,一個是用激光照排機製作菲林,第二部是採用菲林貼合鋼板進行晒版,然後用腐蝕的方法製作出移印凹版, 你可以在youtube視頻網站或者一些專業網站上找到相關文件。

| 簡介 |
|
| 用途 |
|
| 包裝 |
木盒或者紙盒包裝
|
| 貯存 |
|
| 參數 |
|
| 優點 |
|
| 使用方法 |
|
| 注意事項 |
|
菲林片的顯影和定影
菲林經過曝光后形成的潛像必須經過顯影水,定影水的定格處理。最終形成圖像區和非圖像區。
在現代印刷工業中,晒版底片的製作是所有印刷方式首當其中的程序,它直接關係到印刷質量。因此,凹版印刷,膠印印刷,凸版印刷都對這項印前技術當做重要的環節來對待。
儘管CTP技術突飛猛進,但是在製版技術領域,特別是移印, 絲印,燙金領域,仍然佔據着重要地位。
用途︰
使用PM-310FL菲林輸出機中曝光后的菲林片的顯影,定影處理。輸出的菲林已經感光,需要使用顯影水和定影水將潛像定格化, 形成最終用於晒版過程的晒版底片。
技術參數︰
1公斤包裝;
粉末狀固體。
產品優點︰
粉狀包裝,易於保存;
可以根據用量自行調配顯影液的容積。
使用方法︰
1、 顯影液的配製
顯影液可以自行配製,也可以購買現成的包裝顯影粉。使用包裝顯影粉極為方便,用法也簡單,成為適宜少量沖洗感光片或印放照片。
1) 調配顯影液的水溫, 保持在52℃。溫度過低,藥品溶解速度慢,溫度過高,易使藥品產生化學變化,影響效能。
2) 顯影液用水必須潔淨,有雜質的水不宜使用。含有過多鐵、鎂、鋁、鈣的硬水,應煮沸軟化;受污染嚴重的水,要加明礬沉澱過濾。
3) 顯影藥品用量影響着顯影液的性能,故其用量必須按照配方規定,不要隨便更改。
4) 調配藥液時,應加以適當攪動,以促進化學藥品的溶解。攪動時不宜過於激烈,以免空氣過多地溶于水中,促使藥液氧化不易保存。
5) 調配好的顯影液,常存有一些雜質,應用紗布或濾紙過濾乾淨,避免感光材料產生班點。
6) 定影:即是將底片上沒有還原成銀的銀鹽溶解掉,以防止這部分銀鹽再曝光后影響底片圖像。 手工沖片定影時間以底片上沒有感光部分透明以後,再加一倍的時間。
7)水洗:定影后的底片粘有硫代硫酸鈉等化學藥品,如果不沖洗乾淨,底片會變黃失效。 手工沖片通常用流水沖洗15~20分鐘為宜。
8)風乾:手工沖片后的底片還應置於陰涼乾燥處風乾后妥善保存。
貯存︰
顯影液和定影液長期與空氣接觸易於氧化,應裝在棕色瓶中蓋嚴,置於陰暗處保存,避免陽光照射。
保質期︰ 1年

顯影原理:
曝光后的菲林進入菲林沖片機的顯影液中,顯影液中的化學成分與菲林上曝光后的感光材料發生化學反應。該區域的感光材料轉化為可見的黑色或其他顏色的影像物質,影像逐漸顯現出來。未曝光的區域,感光材料與顯影液的反應速度很慢或者幾乎不反應,這些區域的感光材料基本保持原樣,在後續的處理過程中會被去除或保留為空白部分,這樣就形成了與曝光圖案相對應的顯影圖像。顯影后的菲林進入定影液中,菲林上未反應的感光材料,使已經形成的影像固定下來。定影液中的化學成分能夠與未反應的感光材料發生反應,將其溶解並從菲林上洗去,只留下已經顯影形成的穩定影像。經過定影處理后,菲林上的影像就不再會受到後續的化學處理或外界因素的影響而發生變化。定影完成后的菲林需要進行烘乾處理,去除菲林上殘留的顯影液和定影液等水分,使菲林乾燥,以便後續的使用和保存。

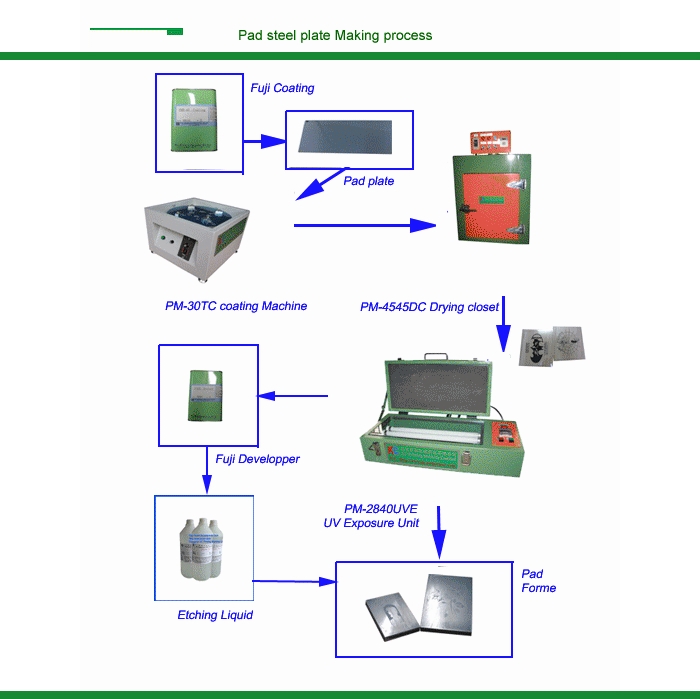
移印印版的製作:
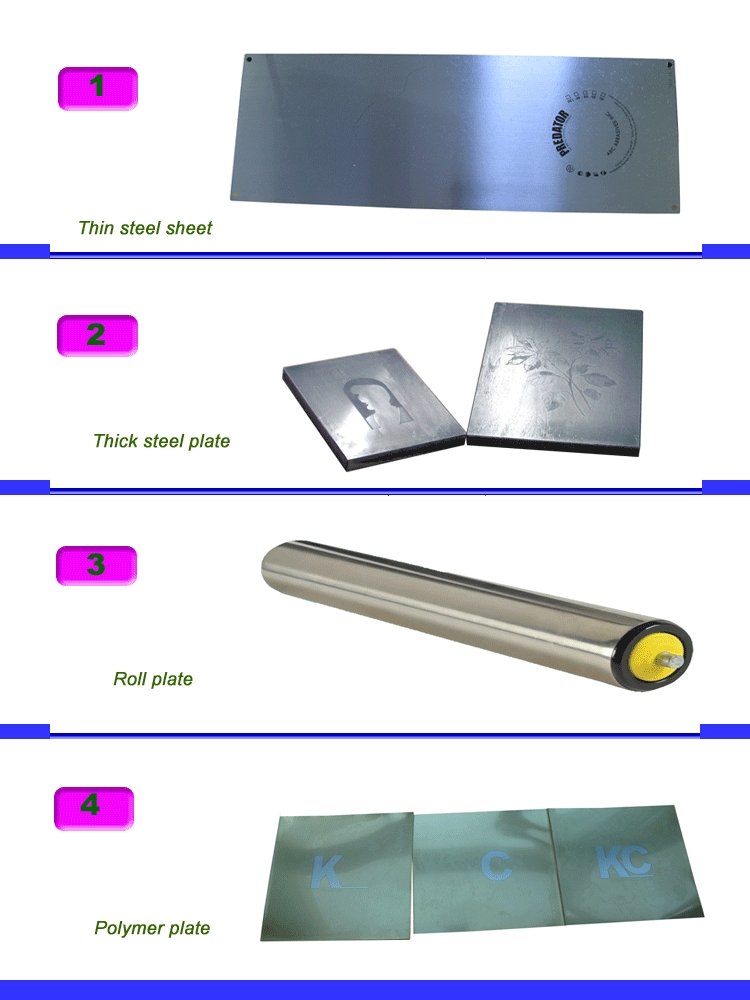
有三種移印板材: 厚鋼板,薄鋼板,樹脂版。 製版工藝大致相同。 現在簡要介紹如下:
1.輸出菲林:
用照相或者激光照排的方法(PM-410FL 或者PM-510FL激光照排機)製作晒版菲林片,移印晒版菲林片以陽圖片居多。
2.塗布感光膠:
用旋轉式塗布機PM-30TC,浸蘸式塗布機PM-40TC,噴淋式塗布機在移印印版表面均勻塗布一層移印感光膠。感光膠以FUJI品牌應用最為廣氾。
3.烘乾:
將塗布好感光膠的移印印版放置於烘乾箱 PM-4545DC內進行烘乾處理,烘乾溫度120-150度左右,烘乾時間10-15分鐘。
4.晒版:
將晒版菲林粘貼到移印感光膠表面感光膠的適當位置, 放在PM-1828UVE, PM-4050UVE, PM-5060UVE 晒版機內進行曝光, 500W的功率大致需要30秒-1分鐘。
5.顯影:
迅速滴上FUJI顯影水約為10秒鐘左右,待印版表面出現清晰的潛像,用清水沖去印版上的雜質,並烘乾處理,烘乾溫度40-50度左右。
6.補版和腐蝕
用膠紙封閉無需腐蝕的邊緣,並進行精細的補版操作, 保証印刷區域不出現不必要的砂孔。補版完畢再次進行烘乾處理。用毛刷蘸取腐蝕水均勻刷磨潛像區域,時間大致40秒鐘, 直至出現清晰的圖文凹坑。
7. 清理
去除膠紙,沖洗腐蝕水,用天拿水擦去剩餘的感光膠。 必要時測量印版的深度,保持在19-23UM之間。
移印印版的類型
水洗移印版和醇洗移印版具有相互獨立且明顯的優勢,樹脂版在那些注重環保的國家和企業用的比較廣氾,原因是它的整個製版過程是無害的,曝光后顯影用的水和醇都可以直接排入水循環系統,而不擔心污染水體。 樹脂版本身使用的樹脂也很容易降解, 不會產生化學毒害成分。
薄鋼片經過表面淬火處理 , 硬度可以達到60度。厚度在0.3-0.5mm之間。常見的製作方法包括三氯化鐵腐蝕和激光雕刻。三氯化鐵腐蝕的方法製作鋼板由來已經,但是在發達國家基本得到禁止,而激光雕刻的辦法是值得推廣的技術。它無需菲林片,也非常環保。
厚鋼板和輥筒移印版都應用大批量的印刷任務。
那些高端用戶應當明白,經過高精度磨床磨出來的鋼板在平面度和光潔度的出色表現一定會為你的印刷任務帶來上乘表現。
當然,厚鋼板和輥筒印版顯而易見的缺點就是更換麻煩,因為它很重, 不易於挪動。