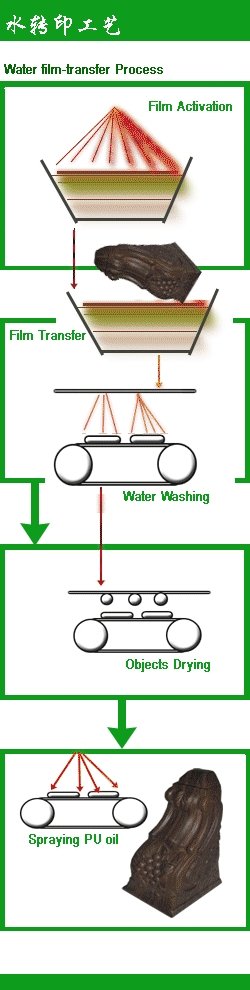
u 薄膜活化
將水批敷轉印薄膜平鋪于轉印水槽水面上, 圖文層朝上, 保持水槽中的水清潔且基本處於中性狀態,用活化劑在圖文表面均勻的噴塗一層,使圖文層活化,易於與載體薄膜發生分離. 活化劑是一種芳香烴為主的有機混合溶劑,能夠迅速溶解破坏聚乙烯醇, 但不會損害圖文層, 使圖文處於游離狀態。水溫是影響薄膜活化的關鍵因素,水溫越高,活化速度越快,但是過高的水溫也很容易在薄膜表面形成皺熠,所以水溫一般保持在30-40度之間。
u 水披敷轉印過程:
將需要水轉印的產品, 沿產品輪廓逐漸貼近水轉印薄膜, 圖文層會在水壓的作用下慢慢轉移到產品表面, 由於油墨層與承印材料或者特殊塗層固有的粘附作用形成附着力.薄膜和游離的油墨層會附着于產品表面。 在轉印過程當中需要注意的是保持承印物貼合的速度要均勻,避免薄膜皺熠使圖文折疊不美觀, 原則上保証圖文適當拉伸儘量免於重複.特別是結合處, 重疊過多,給人以雜亂的感覺. 越是複雜的產品對操作的要求越高.對於並不要求整體披拂的產品,採取遮擋措施是很重要的環節。
u 水洗:
將工件從水槽中取出, 除去殘留的薄膜, 再用清潔的水, 洗去沒有固着在產品表面的浮層,注意水壓不能太大,否則容易對轉印的圖文造成破坏.流水線的生產採用自動水洗設備將大幅度提高水洗質量和生產效率,便於分工合作。
u 乾燥:
除去產品表面的水分, 有利於轉印墨層的徹底乾燥,增加牢度, 可用吹風機乾燥,也可將產品放在烘乾箱乾燥, 塑料產品乾燥溫度不能太高, 大致在50-60度之間,溫度太高容易使承印物變形, 對於金屬, 玻璃, 陶瓷等材料溫度可以適當提高。
u 噴塗保護漆:
為增強圖文層對環境的抵抗性, 要在表面進行噴漆處理, 噴漆可以用溶劑型的噴塗光油,自然乾燥和加熱乾燥, 也可用UV光油,採用紫外線固化乾燥,相比之下,UV固化體現了環保化的要求.
溶劑型的光油有配套硬化劑混合使用, 水轉印噴塗光油是一聚氨酯樹脂為連接料的光油, 要配合PU硬化劑使用, 塗層的厚薄通過添加適量的稀釋劑改善光油的粘度來控制, 防止在烘箱中乾燥.圖文層附着光油后光澤度也大大改善,.針對不同的承印材料, 光油也分為三種類型, 適合塑料材料的光油, 適合柔性材料的光油, 適合金屬玻璃等非吸收性材料的光油.


水披拂轉印設備是完成水披拂轉印工藝的主要硬件設施。
上膜設備主要完成水披拂轉印膜上圖文的活化和薄膜向產品表面的轉移。上膜設備實際上是一個具有恆溫控制功能的水箱,有些是用白鐵皮焊接而成,有些用不鏽鋼製作。
全自動的上膜設備用於標準型的產品的上膜操作。它的機械手可以自如的拿放產品,大大提高了生產率,也減少了人工操作的繁瑣程序。
將水披拂轉印膜剪好后平放于上膜設備的水表 面,薄膜吸水后和水形成平行的存放狀態,自由的漂浮于水面上,由於水的表面張力,油墨層也會均勻的平鋪于水面上。將活化劑均勻的噴灑于薄膜表面,薄膜會慢慢破坏並溶解,由於油墨的抗水性,油墨層開始呈現游離狀態。
水洗設備完成產品表面殘餘薄膜的清洗,一般水洗設備製造成流水線形式,便於連續化生產。轉印后的產品放置於水洗設備的輸送帶上,操作工用手工的方式將產品的殘餘物清洗然後流放于下一個工序。
水洗設備的主要形式就是在輸送帶上方設置不同數量的噴嘴。噴嘴能夠噴淋處壓力不同的睡線,水線可以沖掉產品表面的殘餘薄膜。
烘乾設備用於殘餘薄膜去除后,產品噴油操作后的乾燥。對於水洗后的乾燥主要是水分的蒸發,對於噴油后的乾燥則是溶劑的揮發性乾燥。水分蒸發后,圖文將和產品形成緊密的結合力,而光油乾燥后將形成光澤度高,緻密堅硬的圖文保護層。
烘乾設備有兩種形式:生產線式和單機櫃式,單機櫃式常用於產品打樣過程的乾燥,而流水線式乾燥設備則用於大規模的生產。流水線烘乾設備有輸送裝置,烘乾裝置構成,一般設計的主要要求是產品在進入烘乾單元后運輸到終端能夠徹底乾燥。烘乾裝置以紅外加熱方式為主。
隨着UV噴塗技術的迅猛發展,在產品表面進行UV噴塗開始得到重視,UV的環保優勢和更加優越的物理化學性質一直為水轉印領域所關注。使用UV噴塗技術時乾燥的方式則是採用UV烘乾生產線,UV烘乾生產線和傳統的UV固化技術所用的UV固化機並無差別。
噴油設備用於在轉印后的產品表面進行噴塗,它有機身和噴油壓力裝置構成,噴塗所用油漆會在極高的壓力下變成細密漂浮的顆粒物質,遇到產品后形成吸附力。全自動的噴油設備不僅可以對產品進行自動化操作,還解決了對操作員工的健康損害問題。
儘管水轉印工藝本身危害不大,但是水轉印過程的有些化學物質對人體是有一定傷害的,水轉印設備的自動化程度不高,人工操作的比例還比較大,這些都是水轉印設備目前面臨的一些問題。這些問題會不斷得到改進。